|
|
| ОЋж§ЩњВњЙЄвеСїГЬ |
| ЕБЧАЮЛжУЃКЪзвГ >ОЋж§ЩњВњЙЄвеСїГЬ |
ОЋж§ЩњВњЙ§ГЬгыПижЦ
ФПЕФ:
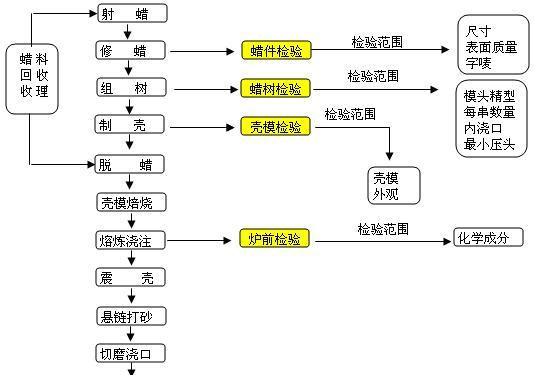
ЙцЖЈЩњВњжЦГЬжаЩшЖЈЕФЙЄађМьбщЕуКЭИїМьбщЕуПЩвдЪЕЪЉКЭЪЕбщЗЖЮЇ,ЪЙВњЦЗдкжЦГЬзЊађКЭГіГЇЧАЭъГЩЙцЖЈЕФМьбщКЭЪЕбщ,вдШЗБЃВњЦЗЕФжЪСПТњзуПЭЛЇЕФвЊЧѓЁЃ
ОЋж§ЩњВњЗжЮЊЫФДѓЙЄађ:ЩфРЏ.жЦПЧ.ТЏЧА.ж§Мў
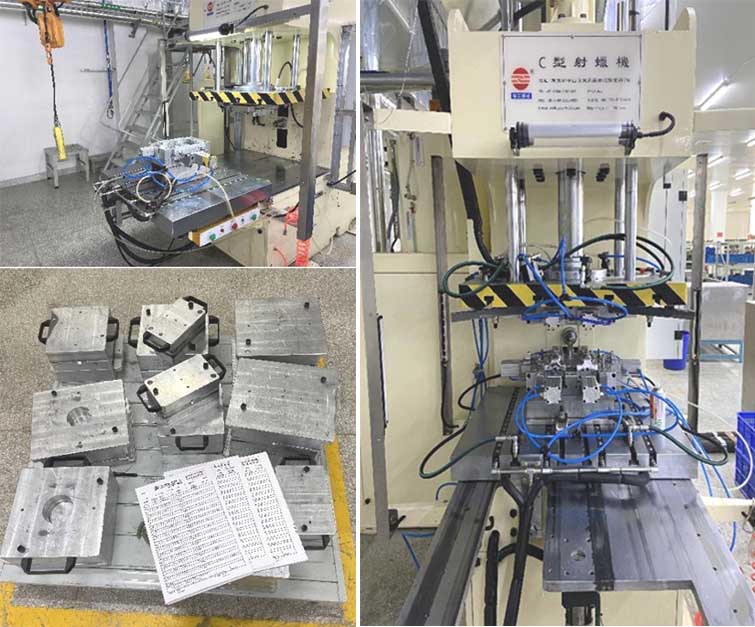
ЩфРЏ:
ЮвУЧЙЋЫОЪЙгУЕФРЏЮЊвЛжжЮЊШеБОЪЏРЏжъЪНЛсЩчОЋж§зЈгУK-512,РЏМўЕФжЦзїИљОнВЛЭЌДѓаЁКЭНсЙЙРДЕїећЩфРЏЕФЮТЖШЁЂбЙСІЁЂКЭБЃбЙЪБМфЕШЩфРЏЙЄвеВЮЪ§;ЩфРЏГЃгУЕФЙЄвеВЮЪ§:ЩфРЏбЙСІ:15-25Kg/cЉO,РфШДЫЎЮТЖШЮЊ:20-24ЁцЩфРЏГЕМфЕФЛЗОГЮТЖШЮЊ:23ЁР2ЁцЖдгаКѓДѓЕФРЏМў,ЮЊМѕЩйЬхЪеЫѕдьГЩБэУцАМЯн,ЭЈГЃВЩгУРфРЏПщЬюШыЁЃ
аоРЏ:
ЩфГіЕФРЏМўАкЗХ3аЁЪБзѓгвОЭПЩаоРЏ,РЏМўвЊаоЕєЗЩЙ§ЁЂШёНЧЁЂШёБпМАзЂРЏПкЕШ,ЖдгкаЁЗЖЮЇЕФВаШБгІгУаоВЙРЏаоИД,ЗЂЯжБфаЮЁЂЬюГфВЛзуЁЂЦјХнЙ§ЖрЕШОљМьГізїБЈЗЯДІРэ.ДЕИЩОЛРЏМўБэУцЕФРЏЫщ,вЊзЂвтРЏМўЩЯЕФзжаЭЁЂMarkЧхЮњ.
ЩфРЏЕФЛЗОГЮТЖШЮЊ23ЁР2Ёц.

зщЪї:
АДеезщЪїЙЄвеЭМЕФвЊЧѓНЋРЏМўШлНгЕНННЕР(ФЃЭЗ)ГЦЮЊзщЪї.
зщЪїЙЄвеЕФЩшМЦгІИљОнВЛЭЌДѓаЁ.ВЛЭЌНсЙЙЕФРЏМўбЁШЁЪЪЕБЕФзщЪїЗНАИЃЛМьбщФкШнКЭБъзМвдзщЪїЙЄвеЭМЮЊБъзМ,жївЊЮЊ:
1.ФЃЭЗЕФРраЭ;
2.УПДЎЕФЪ§СП;
3.ФкННПкаЭКХМАЪ§СП;
4.зюаЁбЙЭЗ.
зщЪїгІзЂвтЪТЯю:ИїРЏЪїВЛдЪаэгаКИНгЗьЯЖ.
ЧхЯД:
зщКУЪїЕФРЏЪїБиаывЊЯДОЛРЏБэУцЕФгЭЮлЁЂРыаЭМСЕШдгЮя;ЧхЯДвКВЩгУЧхЯДМС,ЧхЯДЙЄвеЮЊ:НЋРЏЪїНўШыЧхЯДМСжа,ЩЯЯТЭљИДСНЕНЫФДЮ,ЬсЦ№НўШыЧхЫЎжаЦЏЯД,здМьЧхЯДаЇЙћ,ДяЕНаЇЙћКѓЙвГЕСЙИЩ.РЏБэУцЕФИЩОЛЖШжБНггАЯьЕНПЧФЃУцВуНЌЕФЭПЙвадФм(вдМАж§МўЕФБэУцжЪСП).
вЛАуЧхЯДКУЕФРЏЪїЕФРЏЪїгІ:
a.БэУцЮоРЏжЌЙтдѓ;
b.БэУцЮоЙ§ЖШНўЪДВњЩњЕФДжВкМАШмШкзДЬЌЕФЯжЯѓ;
 
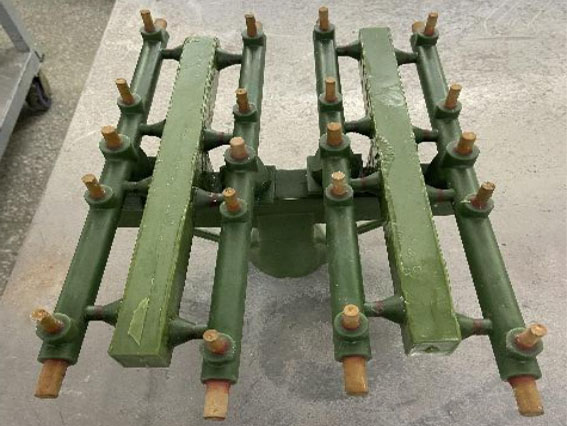
жЦПЧ:
ВФСЯ:яЏЗлЁЂяЏЩАЁЂФЊРДЩАЁЂЙшШмНКМАвЛаЉИЈжњВФСЯ.
1.жЦПЧЙ§ГЬЪЧ:НўЭПСЯ См(Зѓ)ЩА ИЩдя;ЖрДЮжиИДзюжеЛёЕУОпгавЛЖЈКёЖШЕФЖрВуаЭПЧ.
2.гАЯьаЭПЧИЩдяЕФвђЫи:ЛЗОГЮТЖШЁЂЛЗОГЪЊЖШЁЂЭЈЗчЬѕМўЁЂаЭПЧВФСЯЁЂВњЦЗЕФаЮзДКёЖШЕШ.
3.ЛЗОГЮТЖШвЛАуПижЦдк22ЁЋ26Ёц;ЛЗОГЮТЖШИп,ПЩМгПьЫЎЗжЕФЛгЗЂ,ЫѕЖЬПЧФЃЕФИЩдяЪБМф;ЕЋЙ§ИпЕФЮТЖШЛсгАЯьРЏМўЕФШШХђеЭКЭШШЮШЖЈад,ДгЖјгАЯьж§МўЕФГпДчОЋЖШвджТБфаЮ.
4.ЛЗОГЮТЖШЖдИЩдяЖШЕФгАЯьКмДѓ,ЪЊЖШдНДѓИЩдяЪБМфдНГЄ,жЦПЧГЕМфЕФЯрЖдЪЊЖШПижЦдк40%ЁЋ60%зюЮЊРэЯы;УцВуЯрЖдЪЊЖШПЩПижЦдк50%ЁЋ70%.
5.ЗчЫйЖдИЩдяЫйЖШЕФгАЯьвВКмУїЯд,ЗчЫйДѓ,ИЩдяЪБМфОЭЖЬ,ЕЋЗчЫйВЛФмЙ§Дѓ,Й§ДѓЛсДЕЕєФЃзщЩЯЕФЩАСЃ.
6.жЦПЧгІзЂвтвдКёЖШОљдШЁЂеГЪЕЁЂГфЗжИЩдяЁЂОпгавЛЖЈЧПЖШЕФПЧФЃЮЊФПЕФ.
ЭбРЏ:
ЮвУЧЙЋЫОгУЕФЪЧИпбЙеєЦћЭбРЏЗЈ,ЭбРЏеєЦћИЊжаЕФЮТЖШдМЮЊ150-175Ёц,ИЊжаеєЦћбЙСІЮЊ7-8kg/cЉO,ЭбРЏЕФЪБМфЮЊ8-15Зжжг;ИїВЮЪ§ЕФЩшЖЈвдПЧФЃЕФНсЙЙДѓаЁЕШОпЬхЧщПіЖјЖЈЁЃ
РЏЛиЪеЕФЙЄве:
РЏвКДгНСАшЭАОЙ§Й§ТЫЭјЙ§ТЫКѓЪфШыОВжЙЭА,ОВжУЮТЖШЮЊ70-100Ёц,ОВжУЪБМфДѓгк8аЁЪБКѓВХФмПЊЪМХХЮл,ХХЮлКѓЕФРЏвКдйОЙ§ецПеРЏЛиЪеЩшБИЃЌжївЊЭбЫЎМАГ§дгЃЌЛиЪеКѓЕФРЏЪфЫЭжСЩфРЏЛњЪЙгУЁЃ
ПЧФЃЕФБКЩе:
вђОЋж§ПЧФЃашВЩгУИпЮТННзЂ,вЛАуННзЂЮТЖШЖМдк1530ЁцвдЩЯ,вђДЫашвЊПЧФЃОпгаНЯКУЕФИпЮТЧПЖШ,вђЖјПЧФЃашвЊБКЩеРДЬсИпИпЮТЧПЖШ;БКЩеЕФЮТЖШГЃЮЊ950ЁЋ1050Ёц,ЮЊСЫЪЙПЧФЃЩеЭИ,ДяЕНЮТЖШКѓжСЩйашБЃЮТ30min.
ПЧФЃБКЩеКѓЖдж§МўЕФжЪСПЕФМИИігаРћЗНУц:
a.ЩеЕєВєдкПЧФЃжаЕФПЩШМЮя,ЬсИпЭИЦјад.
b.ЩеЕєЮДЭбОЁЕФВагрРЏЫЎЗжЦјЬх,ЗРжЙННзЂЪБЗЂЦјбѕж§МўБэУц.
c.ИпЮТПЧФЃХфКЯГіТЏИжЫЎПЩбгГЄж§МўдкПЧФЃжаЕФФ§ЙЬЪБМф.
ННзЂ:
ННШыЕФИжЫЎгІИљОнж§МўЕФВФжЪвЊЧѓНјааГЩЗнХфБШ(ХфШыСЯга:БОСЯЁЂЛиТЏСЯЁЂКЯН№ИЈСЯМАдьдќМС),ОХфКЯЕФИжЫЎОЙ§бЯИёЕФШлСЖЙЄве,дкННзЂЧАашДђбљдкЗжЙтвЧЩЯзїГЩЗнЗжЮі,ШчгыВФжЪГЩЗнВЛКЯ,ашМгШыЯргІЕФКЯН№ИЈСЯЕїећжСКЯИё.
гАЯьж§МўжЪСПЕФННзЂвђЫи:
a.ННзЂЕФЮТЖШ;
b.ННзЂЫйЖШ;
c.ПЧФЃЮТЖШ.
еёПЧ:
ННзЂКѓОЙ§РфШДКѓМШПЩГ§ПЧ,ЪЧгУжиСІеёПЧЛњЩЯЕФе№ДИЧУЛїУБПк,ДгЖјЪЙПЧФЃПьЫйАўРыИжЪї,е№ДИгЩбЙЫѕПеЦјЧ§ЖЏ.
ЧаИю:
1.ЧаИюЕФЗНЗЈВЩгУЩАТжЦЌЧаИюКЭЕчЛЁЧаИю;
a.ЩАТжЦЌЧаИюВПЮЛЦНећ,ННПкВагрСПЩй;
b.ЕчЛЁЧаИюКФЗбЕчКИЬѕ,ГЩБОИп,ЧвЧаПкАМЭЙВЛЦН,дкЩАТжЦЌВЛФмЧаИюЕФЧщПіЯТВХбЁгУЁЃдкПЩФмЕФЧщПіЯТ,ННПкВаСєгІОЁПЩФмЩй,гаРћгкНкЪЁФЅСЯМАФЅННПкЕФЪБМфЁЃ
2.ЧаИюЯТРДЕФФЃЭЗашАДВЛЭЌВФжЪЧјЗжЖбЗХВЂБъЪОЧхГўКѓШыИжСЯВж,вдБИзїЛиТЏСЯЪЙгУЁЃ

ФЅННПк:
ж§МўЧаИюКѓВаСєЕФННПкашФЅЦН,ЛЙвЊФЅШЅж§МўЩЯЕФЗЩБпЁЂЖрШтВПЗж;вдУтгАЯьж§МўЕФУРЙлКЭЪЙгУ.ННПкЕФВаСєБъзМ:вЛАуННПкдкМгЙЄУцЩЯ,ПЩВаСєЁм0.5mm;ННПкдкЗЧМгЙЄУцЩЯвЊЧѓгыж§МўдЪМУцФЅЦы.
ЮвУЧЙЋЫОЪЙгУЩАВМДјФЅННПк,ДжФЅЪБгУ40#ДжЩАДј(МгЙЄУц),ЗЧМгЙЄУцОЋФЅЪБдкДжФЅВаСє0.2mmзѓгвгУ180#ЯИЩАДј

ЧхЩА:
1.ЧПСІХчЩА:ЪЙгУ80#ЕФН№ИжЩА(ЬМЛЏЮй:WC),ЧхГ§ж§МўБэУцМАФкаЭЧЛЕФВагрПЧФЃЁЂбѕЛЏЦЄКЭЩАаО.
2.аќСДДђЩА:ЪЙгУS170#,СЃОЖЮЊ0.4ЁЋ1mmЕФИжжщ,ДђЛїж§МўБэУцвдШЅГ§бѕЛЏЦЄКЭПЧФЃ,ИжжщДђЛїЕФЪБМфашвЊбЯИёПижЦ,вдУтгАЯьж§МўЕФБэУцжЪСПЁЃ
 
КИВЙећао:
1.ж§МўЕФКИВЙ:Ждгкж§МўВњЩњЕФЦјПзЁЂЩАблЁЂМадќЕШПЩвдКИВЙЕФаЁШБЯн,ОљзїКИВЙећаоДІРэ.КИЬѕЕФВФжЪгІгыж§МўЯрЭЌЛђЯрНќ.КИВЙЧАгІЯШНЋШБЯнВПЮЛЕФбѕЛЏЦЄЛђдгЮяЭъШЋЧхГ§,ЪЙЦфТЖГіН№ЪєЙтдѓ.КИВЙКѓашДђФЅЦНећ,ВЂгыдЪМУцБЃГжЦНЦы.
2.ећаЭНУе§:гЩгкРЏМўЁЂПЧФЃЕФБфаЮЁЂДђЩАКЭЧаГ§ННзЂЯЕЭГЪБЕФЭтСІзїгУЕШвђЫив§Ц№ж§МўБфаЮЖјдьГЩМИКЮаЮзДКЭГпДчВЛКЯИё,етОЭвЊВЩгУећаЭНУе§ЕФЗНЗЈаоећ;ЪЧвРППЭтСІЕФзїгУ,ЪЙБфаЮЕФж§МўВњЩњвЛЖЈГЬЖШЕФЗДБфаЮ,ДгЖјЪЙж§МўЛжИДЕНКЯИёЕФМИКЮаЮзДКЭГпДч.
 
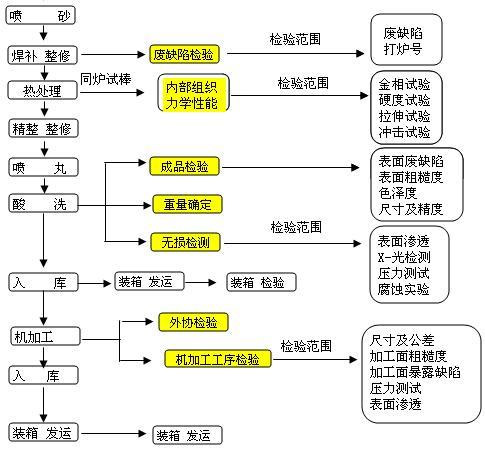
ШШДІРэ:
ж§ЬЌКЯН№ЕФОЇСЃвЛАуБШНЯДжДѓ,ЖјЧвФкВПДцдкзХНЯДѓЕФгІСІ,гШЦфЪЧНсЙЙИДдгЛђОЙ§ећаЭНУе§ЕФж§Мў,ЦфгІСІОЭИќДѓ;вђДЫ,ж§МўашвЊОЙ§ШШДІРэ,ЪЙЦфИжзщжЏОљдШЛЏ,ЯИЛЏ,ЧхГ§ФкгІСІ,ЬсИпЛњаЕадФмКЭФЭИЏЪДад.
1.АТЪЯЬхВЛатИжЕФШШДІРэ
АТЪЯЬхВЛатИж(1.4408,CF8M)ГЃгУЕФШШДІРэЗНЪНЪЧЙЬШмЛЏДІРэ;ЦфФПЕФЪЧЕУЕНЕЅЯрзщжЏ,ЪЙИжЕФзщжЏОљдШЛЏ,ЪЙЬПЛЏЮяШмШыАТЪЯЬхжа,ЬсИпЦфЛњаЕадФмКЭФЭИЏЪДад;
2.ЬМИжМўЕФШШДІРэ
ЬМИжМў(1.0619,WCB)ЕФШШДІРэЗНЗЈВЩгУе§Л№ДІРэ.ФПЕФЪЙЦфзщжЏЯИЛЏ,діМгЧПЖШгыШЭад,МѕЩйФкгІСІ,ИФЩЦЧаЯїадФм.
ДђЩА:
ШШДІРэКѓж§МўБэУцгавЛВубѕЛЏЦЄ,ашгУДђЩАЕФЗНЪНГ§ШЅ(ЧПСІХчЩАКЭаќСДДђЩА).
ЫсЯД:
ЮЊГЪЯжВЛатИжЕФяЃССвЋФП,ВЛатИжж§МўВЩгУЫсЯДРДЧхГ§БэВуЕФбѕЛЏЙИ,ВЂаЮГЩЖлЛЏБЃЛЄФЄ,гУЫЎГхОЛКѓСЙИЩ.
МьбщШыПт:
ЭъГЩКЯВПзївЕСїГЬКѓЕФж§Мў,гІзїШыПтЧАМьбщ,КЯИёЦЗАьРэШыПтЪжај;гЩВжПтЖдЦфЗжРрАкЗХ,ВЂАДЙцЖЈБэУїЪ§СПЁЂУћГЦЁЂЙцИёЁЂВФжЪЕШЪТЯю.НгЕНГіЛѕАВХХКѓАДПЭЛЇЕФАќзАвЊЧѓАќзАГіЛѕ.
|
|

























